Nuclear Quality Assurance : Sharing data to reduce TCO (Total Cost of Ownership)
Introduction
On the nuclear market, there is no compromise with safety. That’s why quality assurance is key. Nevertheless cost associated with auditing is significant, but how do we reduce it?
The challenge : make the associated cost for quality assurance of THERMOCOAX nuclear solutions more affordable.
What quality standards are internationally recognized ?
THERMOCOAX have a quality program that meets or exceeds the requirements of 10CFR50 Appendix B or ASME NQA-1 and accepts 10CFR21.
The Code of Federal Regulations (CFR) is a codification of general and permanent rules laid down by the US Nuclear Regulatory Commission (NRC). For THERMOCOAX the significant part is from the 10 CFR 50 – Domestic licensing of production and utilization facilities, specifically, the Appendix B – Quality assurance criteria for NPP and fuel reprocessing plants [3],
The 10CFR50 App B establishes the 18 fundamental requirements for the design, construction, manufacture and operation of SSC with regard to safety. Another American Quality Assurance Standard is NQA-1 which also has the 18 fundamental requirements and a few extras.
American Society of Mechanical Engineers (ASME) has developed more clear standards for implementation of the Code. ASME NQA-1 have described the Code requirements and implementation in more detail for the end users.
The requirement : to demonstrate compliance with 10CFR50 Appendix B or ASME NQA-1 and accept 10CFR21, as well as sharing information and making it available to our customers.
NIAC auditing within ASME compliance
NIAC is the acronym name used by the Nuclear Industry Assessment Committee ( http://niacusa.org/)
The process of forming NIAC started in 1992/1993. The founding members, working with their legal departments, created the NIAC Charter which established broad guidelines for conduct at meetings, operations, membership, committees, officers and applicability to 10CFR21.
The Charter defines the sharing of audits-only to members pre-authorized by the audited supplier.
NIAC members are companies who supply goods and services to the nuclear industry that have a quality program that meets or exceeds the requirements of 10CFR50 Appendix B or ASME NQA-1 (1989), and accept 10CFR21.
The NIAC organization develops and maintains the procedures and processes necessary to plan, guide, and share supplier evaluations with authorized member companies.
NIAC maintains a database of supplier evaluations, provides schedules, procedures, and checklists to guide supplier evaluation activities, and maintains interfaces with member organizations and the Nuclear Procurement Issues Committee (NUPIC). NIAC also organizes working meetings for members and the steering committee twice a year.
NIAC membership offers considerable cost and schedules savings through the sharing of supplier evaluations.
Audits are performed on a pro rata basis, whereas a company should perform about 1 audit for every 3 received (shared from another performing member).
The benefits of Thermocoax’s NIAC certification
THERMOCOAX has been audited and will be NIAC approved. Our customers can share the benefit of this certification. Those savings have a direct impact on the Total Cost of Ownership of our solutions. For the mutual benefit of Thermocoax and its customers.
THERMOCOAX and nuclear SOLUTIONS
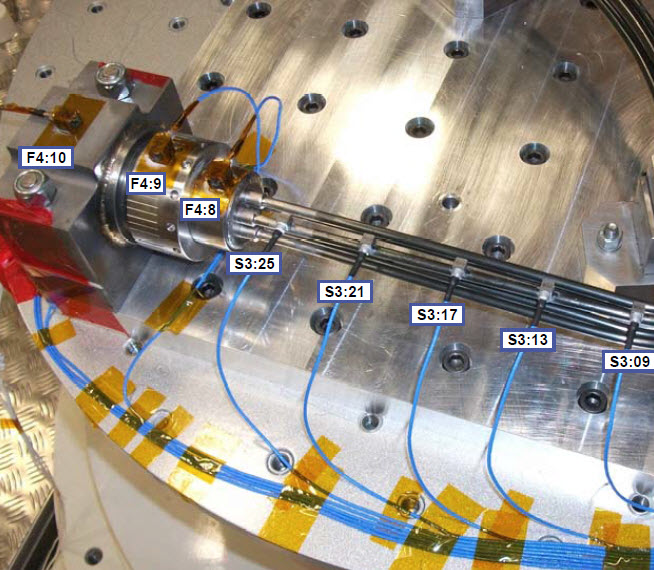
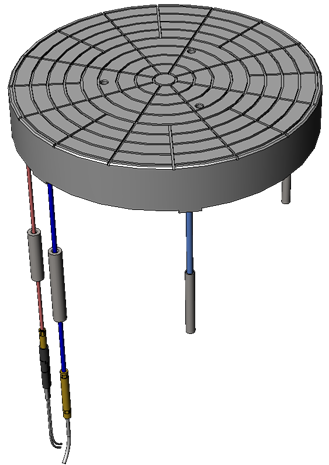
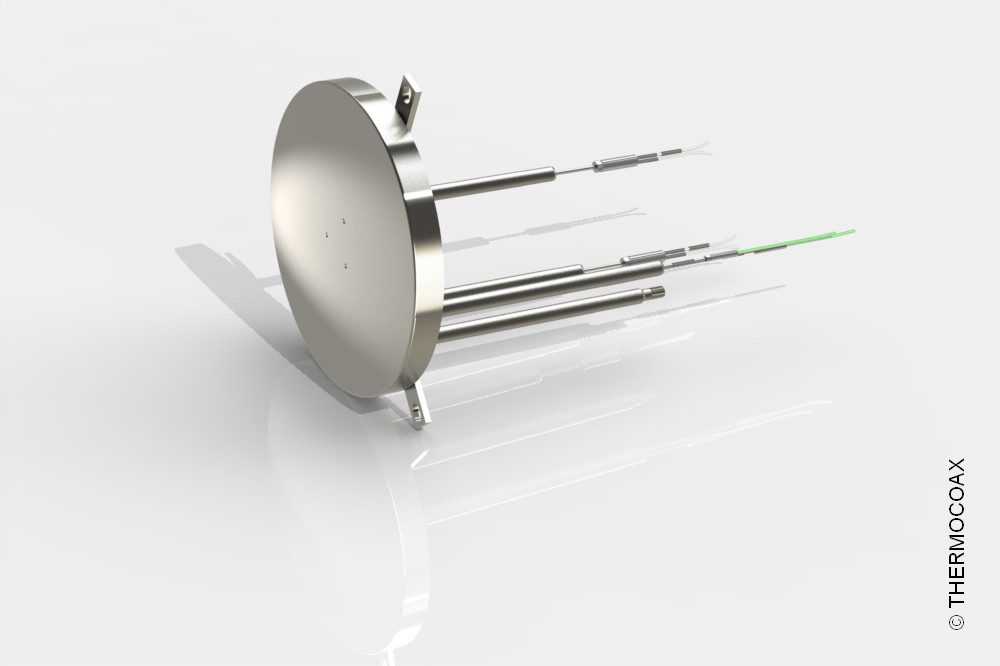
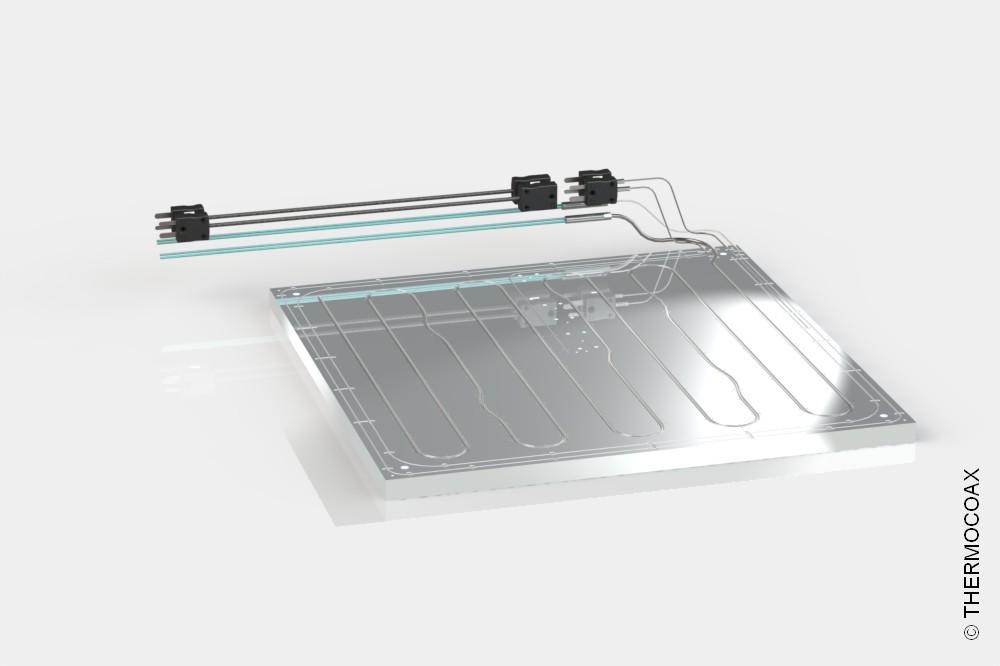
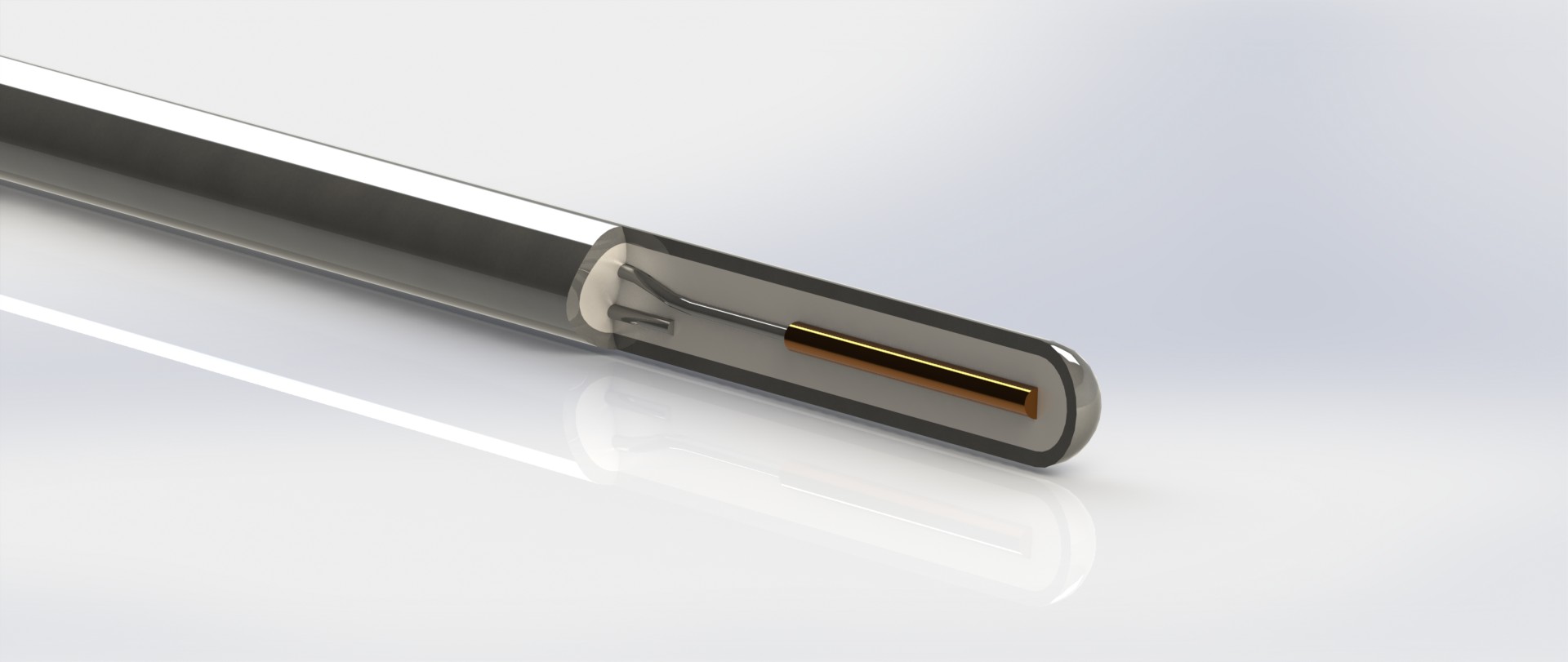
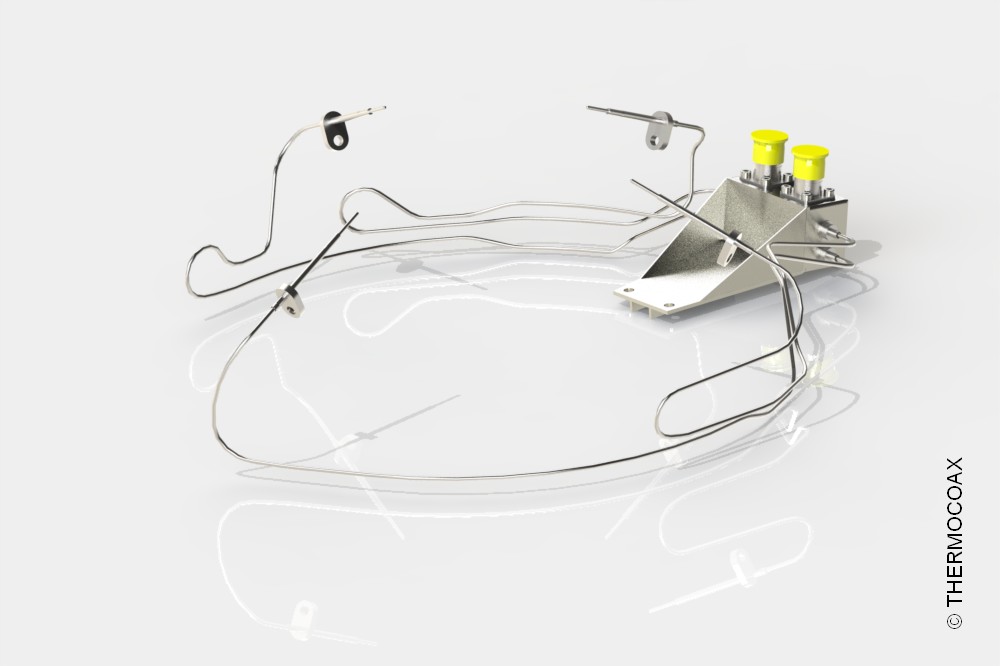
THERMOCOAX Nuclear specializes in In-core and Ex-core SOLUTIONS such as :
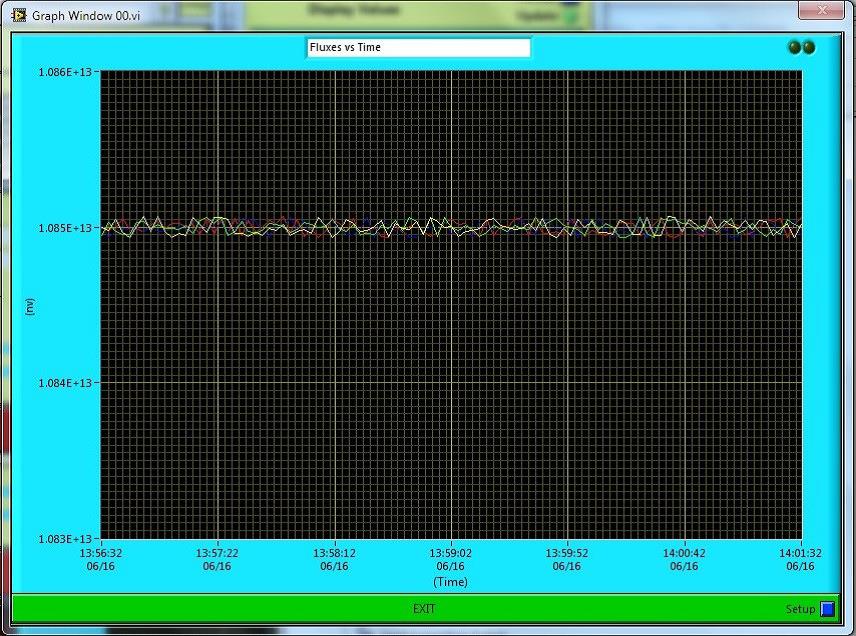
- Radiation sensors (neutron flux & gamma flux)
- Temperature measurement
- Level and flow measurement
We also offer SERVICES such as DESIGN, EXPERTISE, INSTALLATION, and COMMISSIONING.