Press Release ![]()
26 November, 2015
The challenges of equipment integration on future aircraft engines – particularly next-generation Ultra-High Bypass Ratio (UHBR) powerplants – is the focus of a three-year European Union-funded technology project now underway with 10 companies and organisations.
Called nipse (Novel Integration of Powerplant System Equipment), this programme addresses installation limitations expected in such future engines, including the thinner nacelles and larger fan modules ; along with architectures that require more functionality and provide extra thermal constraints through lower ventilation capability and reduced volume availability.
In this context, the NIPSE project seeks to find better placement options for equipment, using locations in the engine, the nacelle and the aircraft itself. NIPSE also addresses the need to improve thermal management of integrated powerplant systems (IPPS).
NIPSE is targeting potential engine fuel savings of up to 2-3 percent, gained through a 15-percent reduction of equipment volume for the UHBR engine, along with weight savings and improved thermal management on the more integrated powerplant systems. Additionally, a reduction of development time for the installation of powerplant systems is anticipated.
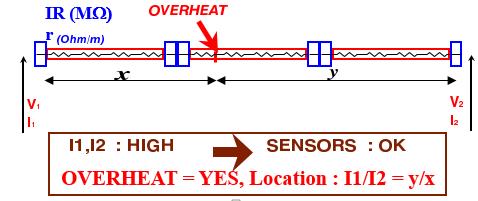
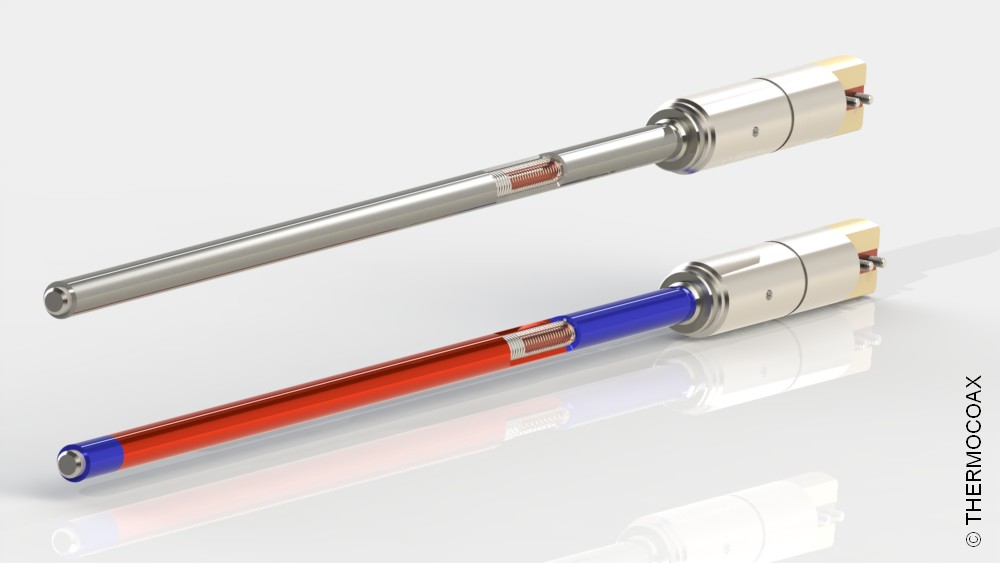
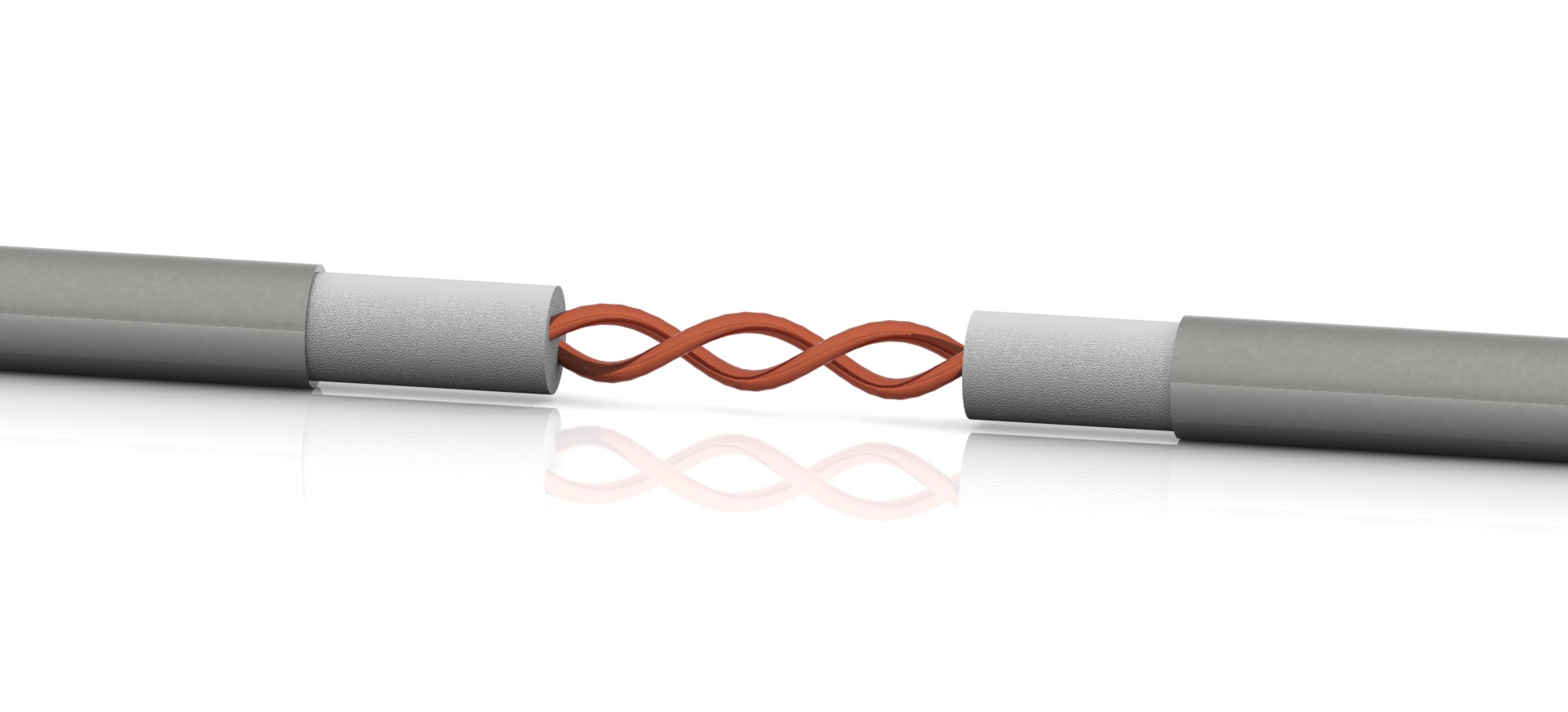
We, THERMOCOAX, participates to improve fire detection technology and the implementation of these sensors on the engine or nacelle.
Established within the European Commission’s Horizon 2020 Programme, NIPSE is funded at 6.2 million euros and has a three-year duration from its formal kickoff last June. It is managed by the Commission’s INEA (Innovation and Networks Executive Agency), with Aircelle (Safran) as the programme leader in its role as industrial coordinator.
Contact :
Iain Minton, NIPSE project coordinator
iain.minton@aircelle.com
The NIPSE consortium :
Safran Aircelle (France) ; ARTTIC (France) ; Thermocoax SAS (France) ; Stichting Nationaal Lucht- En Ruimtevaartlaboratorium (The Netherlands) ; Compañía Española De Sistemas Aeronáuticos (Spain) ; BAE Systems (Operations) Limited (UK) ; Meggitt Aerospace Ltd. (UK) ; Safran Snecma (France) ; Safran Labinal Power Systems (France), Archimedes Center for Innovation and Creation (Greece).
This project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No. 636218