Introduction
We have received an order from our automotive customers wishing to weld plastic complex shapes (2D & 3D) with non-contact IR sources.
IR welding was chosen because they needed to weld without introducing polluting particles into the weld bead (due to PA66 35% GF), a process which could modify the properties of the material and possibly pollute the future content of the welded element (Conformity to Euro 6 standard). With the IR welding process, the weld bead offers a higher bursting strength.
The solution has to be easily implemented on a production line, be accurate and reliable, be adaptable to complex 2D & 3D geometry shapes and requires little maintenance.
It was difficult to find a conventional welding solution that meets all those parameters, especially in terms of welding of complex shapes, low-pollution welding and reliability over time.
The Challenge: The Metallic Shielded IR Source for clean welding
The challenge for Thermocoax was to design an IR source able to lower this pollution rate and generate a clean welding solution, with low maintenance.
The Thermocoax innovation team designed an IR source using Thermocoax’s Mineral Insulated Cables Technology, which meets customer needs. It can be easily implemented in a production line, and is accurate and reliable over time.
The infrared sources (heating elements at a temperature of 850°C) are placed a few millimetres from the 2 elements to be welded. When the welding zones reach their melting temperature, the IR source is removed. The two parts are then pressed against each other to complete the weld.
The benefits of Thermocoax Shielded IR Sources
Advantages of Thermocoax IR sources heating elements :
- Ability to follow complex 2D & 3D forms
- The Thermocoax IR sources’ emission wavelengths match perfectly with the major plastic absorption wavelength range.
- Welding materials acceptable: thermoplastics, polyethylene, PVC, polypropylene, composite reinforced plastics, polyamides &c.
- Low electrical consumption
- Fast temperature ramp-up
- Electrically insulated and low leakage current
- Low maintenance required
- Soundless
Main heating parameters for obtaining high quality non-contact IR welding :
Homogeneity of shielded IR source
- Due to their specific design, the Thermocoax Mineral Insulated Cables have the advantage of generating a uniform temperature.
- The design of the Metallic Shield specifically developed by Thermocoax plays an important role in ensuring uniformity of the IR emission sources.
The IR source Shield, made of a specific alloy, resists chemical attacks caused by projection of plastic and fibre glass particles. Thanks to the Metallic Shield IR innovative technology, the source retains its physical properties throughout the welding cycle and over time. Low maintenance is required.

The binding system used to fix the sources and the brackets have been specially designed to reduce thermal bridges while retaining mechanical robustness.
- Thermal regulation is achieved with a thermocouple inserted inside the IR source. It prevents temperature deviation.
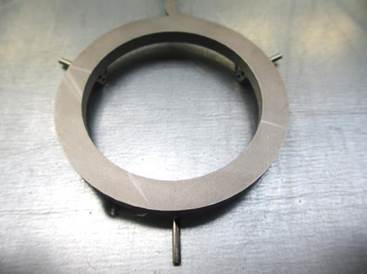
An innovative Metallic Shield
The metallic structure developed by the Thermocoax Innovation Team to manufacture the shielding of the IR source allows complex 2D & 3D geometrical shapes to be produced.
Dimensional accuracy
The IR Shielded Sources are sized at both high and low temperature to anticipate expansions of materials and maintain perfect alignment at 850°C with the element to be welded. The dimensional accuracy of the IR source allows heating specifically at the weld bead location.
Conclusion
The Thermocoax Shielded IR Sources meet the requirements of non-contact clean welding.
Because of the shield structure and innovated design, the Thermocoax Shielded IR Source is a powerful plastic welding technology offering high performance industrial welding solution over time.
The Thermocoax non-contact IR welding solution is clean and homogeneous, the weld bead looks good to the eye, and the welding has no impact on the colour of the materials – Low maintenance required.
Specifications and Applications of Metallic Shield IR sources
- Mechanical accuracy
- Fusion of complex shapes (2D & 3D)
- Small bend radius IR design
- Low pollution, high bursting resistance
- Width of seam from 2-6 mm
- Dedicated to major plastic materials
These sources are used primarily in the automotive, medical and packaging industries and can be adapted to suit other industrial sectors.
Due to NDAs signed with our customers we are unable to present our 3D Specific Metallic IR Sources in this white paper – For all your requests, please contact us at : www.thermocoax.com
Phone : +33 141 388 061 – e-mail : nathalie.delattre@thermocoax.com