All posts by Nadine LAURET
THERMOCOAX Aircraft Products – Bleed Air Leak Detector – NEGACOAX©
TECHNICAL DESCRIPTION
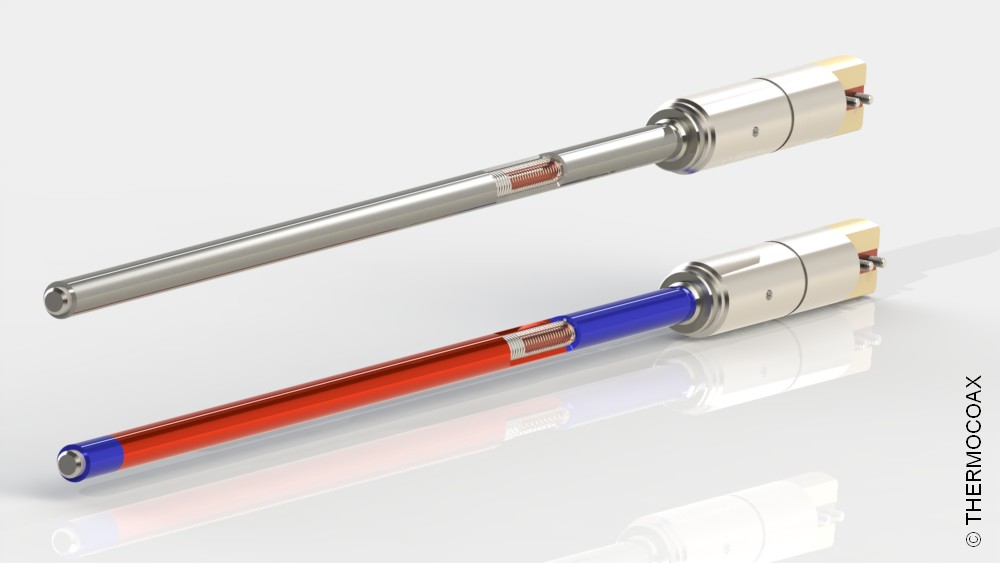
The THERMOCOAX Bleed Air detector is designed to detect leaks in an aircraft’s pneumatic duct system by sensing the temperature of the overheated air surrounding the leaking duct.
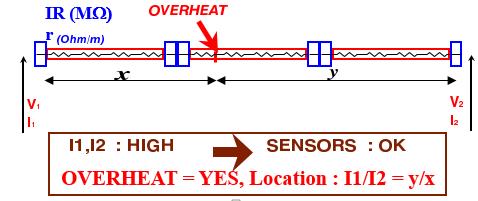
The NEGACOAX technology gives the location of the overheat condition, annunciates the overheat to the aircraft’s crew warning system.
The NEGACOAX consists in a homemade Mineral Insulated Cable, doped with eutectic salts. When the NEGACOAX detects an overheat (air leakage) the cable Impedance value will drop down and the capacitance value will increase very fast.
Example of curve with NEGACOAX NG124 :
The THERMOCOAX’s current technology uses the Binary compound within Eutectic as described below, in others words, liquidus and solidus will melt entirely at the same temperature.
This specificity gives the high accuracy of this technology :
Insulated Cable homemade manufacturing, this technology offers a high reliability and nearly no maintenance.
The maximum length of each NEGACOAX detector is 5 meters. We have no length limitation regarding the number of detector connected together to make a complete loop.
THERMOCOAX’s NEGACOAX detectors are typically installed at heat critical points throughout the aircraft structure. Typically, these are located in the wings, engine pylon, fuselage, empennage and tail cone (APU compartment).
This technology can be applied to military, commercial transport and general aviation aircraft.
The electronic control system associated will get 2 separated electrical parameters :
- Impedance
- Capacitance
By connecting both ends of the NEGACOAX loop with the electronic system, the leakage location can be determined by current ratio.
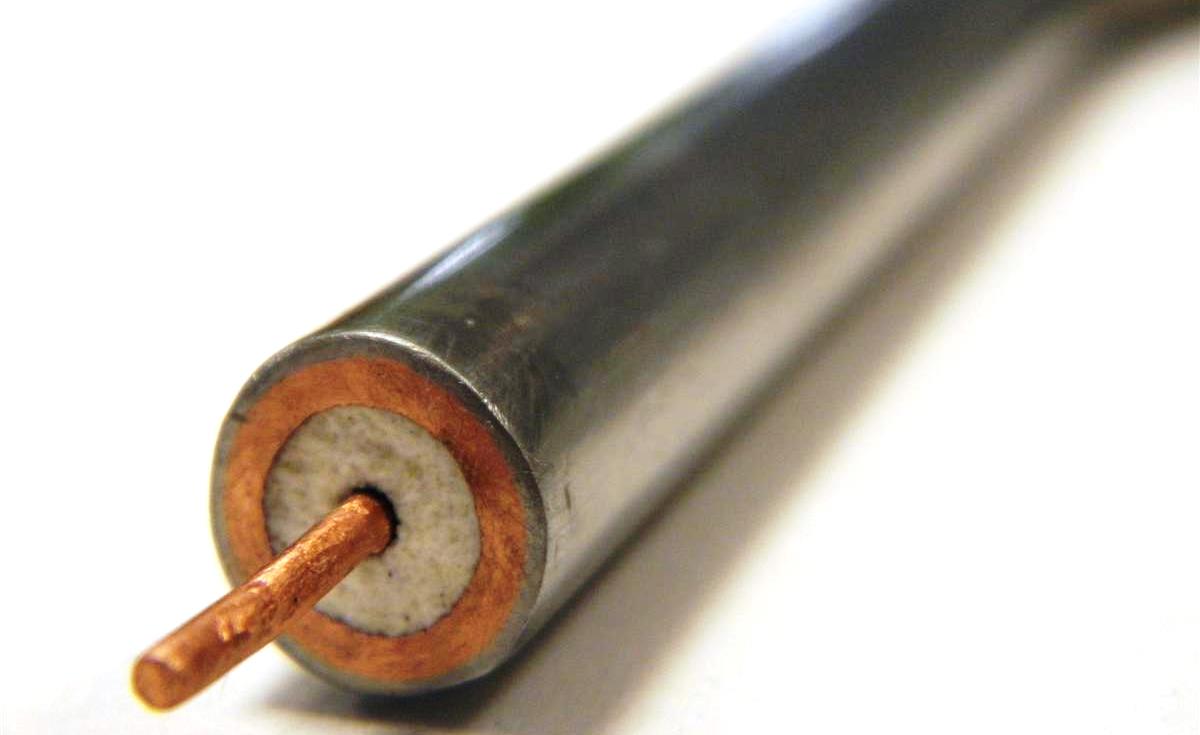
NEGACOAX Detector Characteristics
- Nickel Sheath
- Insulant: Al2O3 + eutectic salts
- Constantan conductor
- Line resistance at 20°C: 2,15±0,05Ω/m
- Diameter Ø2,2mm +0,2/-0,4
- Length L<300cm ±6mm
- Length 300cm<L<460cm +19/-0
- Max detector Length 460cm
- Mass=25gr+(27*L)gr with L= length in meter
- Service Life: 20 years
- MIL and RTDO 160 standard
- 100 000 Flight hours
- MTBF > 300*106 hours
- FMEA 1.954*10-7 Failures/FH
NEGACOAX Product Ranges :
- NG124
- NG154
- NG180
- NG204
- NG215
- NG232
Thermocoax has a large experience on aircraft platform with :
- McDonnel Douglas MD90
- Airbus A340
- Dassault Falcon F5X
- Embraer KC390
- Bombardier Global Express
- Airbus Helicopter
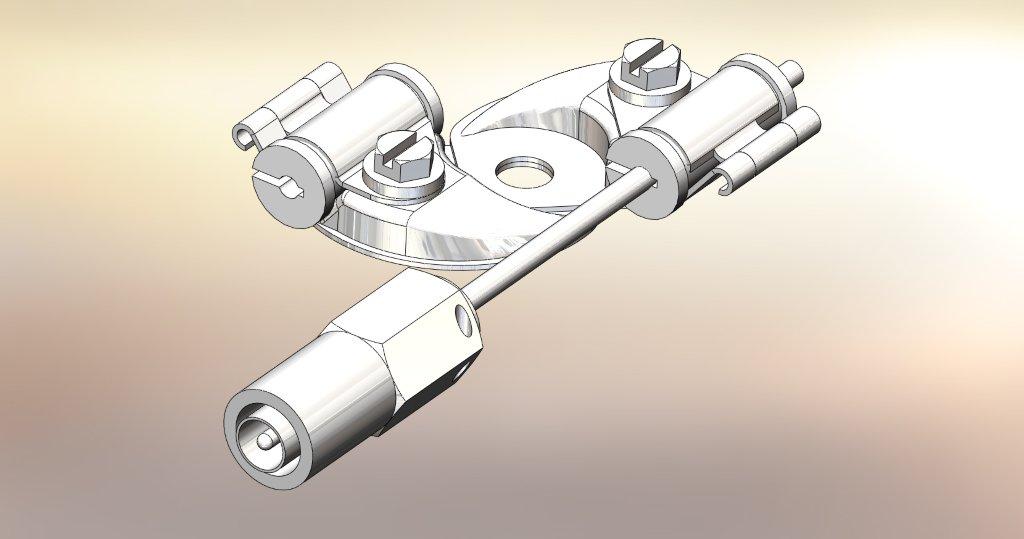
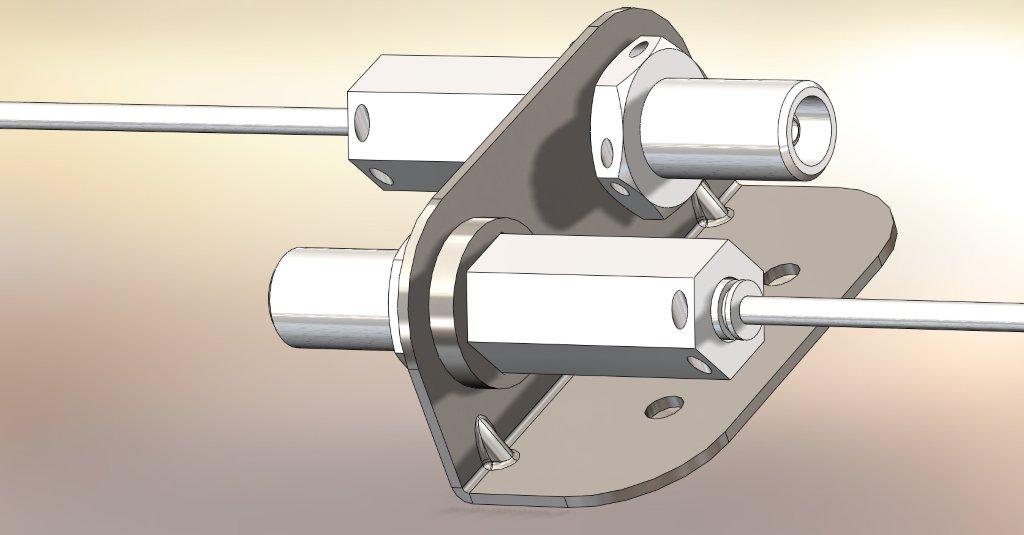
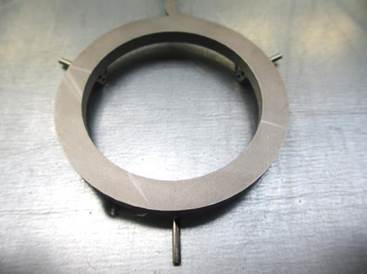
Accessories
Thermocoax supplies a large range of accessories to fix the detectors on the aircraft structures
Mechanical System for :
1 or 2 loops :
Electronic System
NEGACOAX is compatible with any electronic system with the following characteristic :
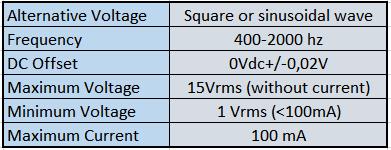
Thermocoax is working in partnership with aircraft industry electronic specialist.
Test Loop
Thermocoax offers as option an upgrade of the detector with integrated shunt resistor in the connector. This shunt (>30KΩ) is connected between the core and the sheath.
Installation
Corrosion Cracking of Pressurizer Heaters in Nuclear Power Plants
Introduction
Pressurizer heaters in Nuclear Power Plant are subjected to the most severe working conditions in the primary loop. They cumulate mechanical, thermal and electrical stresses.
Since the nineties, incidents of pressurizer heaters using 316L grade sheath tube in nominal primary water environment cracking have been encountered in many Nuclear Power Plants (Pressurized Water Reactor type).
This kind of incident is very detrimental in heaters due to possible leakage and dissolution of the MgO in the primary coolant. Costly unplanned downtime cannot be avoided.
Destructive testing has been conducted on damaged heaters to determine the origin of cracking.
In parallel, an R&D program has been implemented in order to understand the micro-mechanics and to determine the key factors for the occurrence of Primary Water Stress Corrosion Cracking (PWSCC) at 680 °F (360°C).
Based on this understanding of failure mechanisms, a program of experiments jointly run by EDF R&D and CEIDRE in collaboration with Thermocoax was conducted in order to develop a thermal treatment by induction heating.
The aim was to reduce the susceptibility to Stress Corrosion Cracking of the sheath material of pressurizer heaters while maintaining the electrical properties of mineral insulating material.
The challenge : develop an efficient solution for pressurizer heater while maintaining superior reliability.
The challenge was to develop an efficient solution while maintaining the outstanding electrical performance over time of Thermocoax pressurizer heaters.
Due to its 53 nuclear power plants- EDF has compiled an impressive and unique database on the performance of standardized components over decades (year x experience). Thermocoax pressurizer heaters have demonstrated a superior electrical performance over time compared to other technologies over tens of thousands years of operational experience in nuclear power plants.
Nuclear safety had to be taken into consideration and the impact of modifications minimized to avoid “new” causes of failure. Thereby our approach was to define a thermal treatment having no possible effect on the insulating material of the heater.
From R&D to industrialization
Heat treatment modeling and laboratory tests conducted by EDF’s R&D enabled the feasibility and the efficiency of this kind of heat treatment by induction to be demonstrated.
Qualification tests helped in determining the key parameters for good results, in terms of hardness and residual stresses.
Thermocoax has implemented a fully automated superficial heat treatment by induction that meets EDF requirements in terms of distribution of hardness.
The new process was qualified on December 2010 and several hundreds of pressurizer heaters have been delivered to date.
The benefits of pressurizer heaters Thermocoax technology combined with the EDF patented solution.
The surface annealing process based on induction heating developed to reduce the surface cold working and the residual stresses avoid any initiation of PWSCCwhile maintaining the electrical properties of the mineral insulating material.
A fully automated surface heat treatment by induction that meets EDF requirements in terms of distribution of hardness is now in operation.
EDF promotes safer power plants through risk mitigation and continuous improvement policies. Despite a patent protecting this innovative thermal treatment, EDF encourages THERMOCOAX from proposing this solution to others utilities.
Four major international players have been persuaded so far and have replaced their equipment with our pressurizer heaters treated against Stress Corrosion Cracking.
THERMOCOAX PRZ heater design :
- “Solid” construction with enhanced thermal conductivity
- Thermal treatment and ultimately designed not to expand.
THERMOCOAX and pressurizer heaters
Thermocoax has been continuously producing pressurizer heaters over the last 40 years and has the largest installed base in the world. Heaters can be designed and manufactured as replacements for installed heaters supplied by the same electrical and mechanical interface.
Our pressurizer heaters are eligible for all PWR designs with benefits such as:
- rugged construction
- compliant with construction codes
- qualified thermal treatment
- reduced MgO content
- ultimately no expansion
Thermocoax has implemented two different quality assurance systems: ASME and ISO. Both systems have been audited and approved by major nuclear power plant builders.
If you need any further information, please contact :
sales@thermocoax-nuclear.com
Meet us at Semicon Europa in Dresden from October 6th to 8th, 2015 – Stand 1537
Thermocoax IR sources with metallic shield for non-contact and low-pollution plastic welding – White paper
Introduction
We have received an order from our automotive customers wishing to weld plastic complex shapes (2D & 3D) with non-contact IR sources.
IR welding was chosen because they needed to weld without introducing polluting particles into the weld bead (due to PA66 35% GF), a process which could modify the properties of the material and possibly pollute the future content of the welded element (Conformity to Euro 6 standard). With the IR welding process, the weld bead offers a higher bursting strength.
The solution has to be easily implemented on a production line, be accurate and reliable, be adaptable to complex 2D & 3D geometry shapes and requires little maintenance.
It was difficult to find a conventional welding solution that meets all those parameters, especially in terms of welding of complex shapes, low-pollution welding and reliability over time.
The Challenge: The Metallic Shielded IR Source for clean welding
The challenge for Thermocoax was to design an IR source able to lower this pollution rate and generate a clean welding solution, with low maintenance.
The Thermocoax innovation team designed an IR source using Thermocoax’s Mineral Insulated Cables Technology, which meets customer needs. It can be easily implemented in a production line, and is accurate and reliable over time.
The infrared sources (heating elements at a temperature of 850°C) are placed a few millimetres from the 2 elements to be welded. When the welding zones reach their melting temperature, the IR source is removed. The two parts are then pressed against each other to complete the weld.
The benefits of Thermocoax Shielded IR Sources
Advantages of Thermocoax IR sources heating elements :
- Ability to follow complex 2D & 3D forms
- The Thermocoax IR sources’ emission wavelengths match perfectly with the major plastic absorption wavelength range.
- Welding materials acceptable: thermoplastics, polyethylene, PVC, polypropylene, composite reinforced plastics, polyamides &c.
- Low electrical consumption
- Fast temperature ramp-up
- Electrically insulated and low leakage current
- Low maintenance required
- Soundless
Main heating parameters for obtaining high quality non-contact IR welding :
Homogeneity of shielded IR source
- Due to their specific design, the Thermocoax Mineral Insulated Cables have the advantage of generating a uniform temperature.
- The design of the Metallic Shield specifically developed by Thermocoax plays an important role in ensuring uniformity of the IR emission sources.
The IR source Shield, made of a specific alloy, resists chemical attacks caused by projection of plastic and fibre glass particles. Thanks to the Metallic Shield IR innovative technology, the source retains its physical properties throughout the welding cycle and over time. Low maintenance is required.

The binding system used to fix the sources and the brackets have been specially designed to reduce thermal bridges while retaining mechanical robustness.
- Thermal regulation is achieved with a thermocouple inserted inside the IR source. It prevents temperature deviation.
An innovative Metallic Shield
The metallic structure developed by the Thermocoax Innovation Team to manufacture the shielding of the IR source allows complex 2D & 3D geometrical shapes to be produced.
Dimensional accuracy
The IR Shielded Sources are sized at both high and low temperature to anticipate expansions of materials and maintain perfect alignment at 850°C with the element to be welded. The dimensional accuracy of the IR source allows heating specifically at the weld bead location.
Conclusion
The Thermocoax Shielded IR Sources meet the requirements of non-contact clean welding.
Because of the shield structure and innovated design, the Thermocoax Shielded IR Source is a powerful plastic welding technology offering high performance industrial welding solution over time.
The Thermocoax non-contact IR welding solution is clean and homogeneous, the weld bead looks good to the eye, and the welding has no impact on the colour of the materials – Low maintenance required.
Specifications and Applications of Metallic Shield IR sources
- Mechanical accuracy
- Fusion of complex shapes (2D & 3D)
- Small bend radius IR design
- Low pollution, high bursting resistance
- Width of seam from 2-6 mm
- Dedicated to major plastic materials
These sources are used primarily in the automotive, medical and packaging industries and can be adapted to suit other industrial sectors.
Due to NDAs signed with our customers we are unable to present our 3D Specific Metallic IR Sources in this white paper – For all your requests, please contact us at : www.thermocoax.com
Phone : +33 141 388 061 – e-mail : nathalie.delattre@thermocoax.com
Meet us at MAKS Aerospace Exhibition in Moscow
from August 25th to 30th, 2015.

ZEHR Aero, our partner and we, look forward to welcoming you in Hall F3, Stand C6.
Mineral Insulated cable for high voltage at high Temperature
High voltage Transmission cables in harsh environment
In THERMOCOAX, we are constantly investing in R&D to bring Mineral Insulated Cable solutions to our customers
When your process needs high voltage (several throusand of volts), with temperature of 1000°C only THERMOCOAX has the experience to bring the right design.
Ignition system
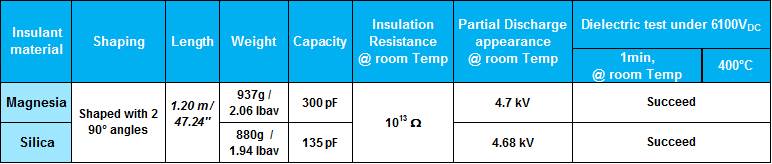
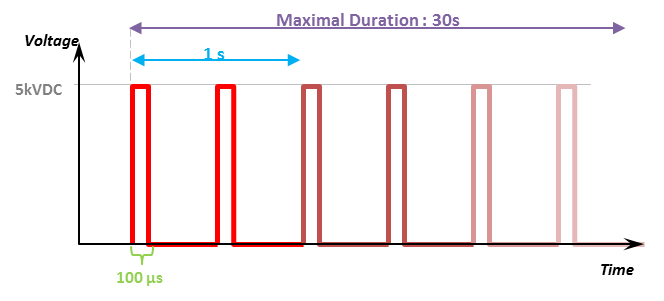
The Aero engine market is looking for ignition cable, THERMOCOAX tested a demonstrator under 6100 volts under 400°C.
The concept is TRL3
Demonstrator tested and validated:
-Up to 6100 volts dc
-1200A
-400°C (752°F)
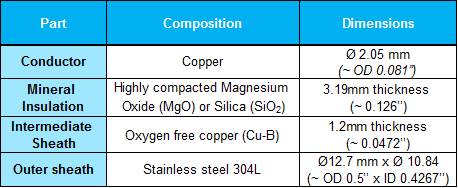
-With MgO and SiO2 insulator
-2 400 000 ignition cycles simulated

- Cable design tailored to meet customer’s demand
- Built on specification
- Single pair or multiple pairs
- No impact on outer sheath metallurgy
- No organic compound
- Cost effective process compared to others technologies
General Caracteristics:
-Fire, water, UV resistant
-3D Shape
THERMOCOAX to build Long-Lived In-Core Instrumentation Assemblies for a R&D Project of KHNP.
THERMOCOAX the expert in nuclear instrumentation has been awarded a contract with KHNP Central Research Institute, the Korean Electrical Utility, to manufacture and deliver in 2015 several Long-Lived In-Core Instrumentation Assemblies.
This innovative instrumentation based on neutron detectors and thermocouple will be demonstrated in the OPR 1000 in Korea.
This instrumentation will offer an enhanced life time compared to existing technologies without compromise on safety and reliability.
This project represents an important milestone in THERMOCOAX nuclear business unit expansion and pave the way for others applications with utilities or Tiers 1 instrumentation system supplier.
THERMOCOAX offers support to its customers through the design, delivery and support phases of a program. miller88 | Infographics | Graphs.net
Heating Systems for Gasbottles in a Gasturbine Power Plant
Starting up a Gasturbine for a Power Plant takes on some material, human resources and machinery. It was the task for Isopad to heat up the Gasbottle batteries that were used to ignite the Gasturbines. The problem was limited space and special weighing devices for the gasbottles. This made the installation of the heating unit a challenge. Isopad took it on.