1. FUSION: Advantages and CO2 reduction in energy production.
Fusion is a physical principle during which two nuclei combine to generate energy.
For a peaceful application, electricity would be generated through a reactor generating heat, which would then be transferred in a loop to activate a turbine.
There would be numerous advantages of this technology: CO2 free electricity production, minimal waste compared to FISSION reactors, unlimited “raw material” coming from the sea and intrinsic safety. If problems occur, switch off the reactor.
2. Basic principle
Fusion is the process that occurs in the core of the Sun and stars. When we see light and feel warmth, this is the result of fusion reactions: hydrogen nuclei collide, fuse into heavier helium atoms and release considerable amounts of energy in the process. Fusion is the main source of life in the Universe. To reach an appropriate environmental condition at which the reaction can occur, different vacuum chambers have been developed with Tokamak reactors.
3. TOKAMAK reactors
A Tokamak reactor is a vessel which uses a strong magnetic field to contain a plasma and ultimately produce a net energy output. It is shaped like a “donut”.
Tokamak stands for the Russian acronym of toroidal chamber with magnetic coils. This scientific device was initially conceptualised in the 1950s in Russia and built in several countries in the 1970s. The most powerful of them being built in UK, the Joint European Torus (JET).
In the 1980s the idea of an international project called ITER (International Thermonuclear Experimental Reactor) was proposed by Russia to the USA.
4. ITER
ITER (“The Way” in Latin) is designed to demonstrate the scientific and technological feasibility of fusion energy. ITER is a large-scale scientific experiment that aims to demonstrate the possibility of producing commercial energy from fusion. It is the culmination of sixty years of fusion research, carried out on hundreds of devices all over the world.
ITER is also a unique international collaboration bringing together China, the European Union, India, Japan, Korea, Russia and the United States – seven Members (35 nations).
The ITER Members have a shared responsibility to design, build and operate the ITER installation. Following the establishment of the ITER Organisation and a preparatory site, a unanimous decision was made in 2005 whereby the ITER Members chose a site in the South of France suggested by the European Union.
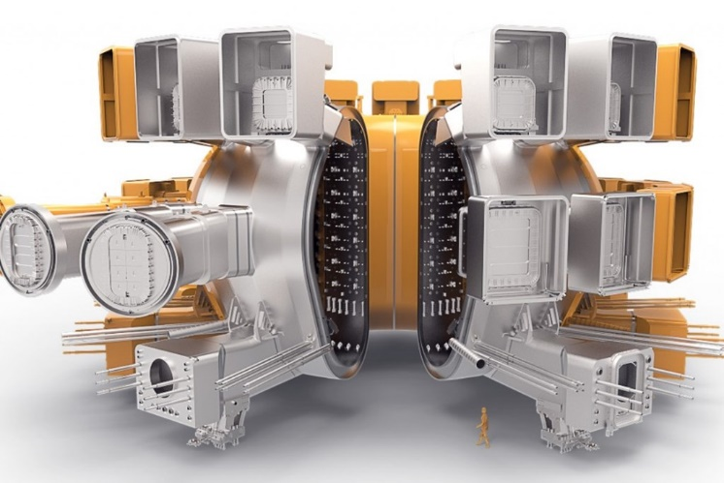
© ITER Organisation

- A giant device weighing 23,000 tonnes. A fusion energy generating 500 MW of output power.
- The World’s largest vacuum vessel, heavier than the Eiffel tower.
- A plasma temperature of 150 million °C, x 10 the core temperature of the sun.
- And when less than 10 metres away, there is a magnet temperature of -269°C (4K°).
5. ALTERNATIVE TECHNOLOGIES
Nowadays multiple initiatives are receiving funding. Some new projects have been launched in the US, in the UK and in China. Plasma is a question of density. To increase plasma density and release more energy than required in order to initiate the plasma, some compression techniques are combined to magnetic confinement. The future reactor will be more compact, simpler, more stable and cheaper.
6. THERMOCOAX INVOLVEMENT
THERMOCOAX fully supports FUSION technology. Over the years and through projects like JET, we have accumulated experience and developed specific solutions for the FUSION reactor.
THERMOCOAX technology -Mineral Insulated cable- is ideal for harsh environments with fluctuating temperatures, high levels of radiation, a high vacuum or a high magnetic field.
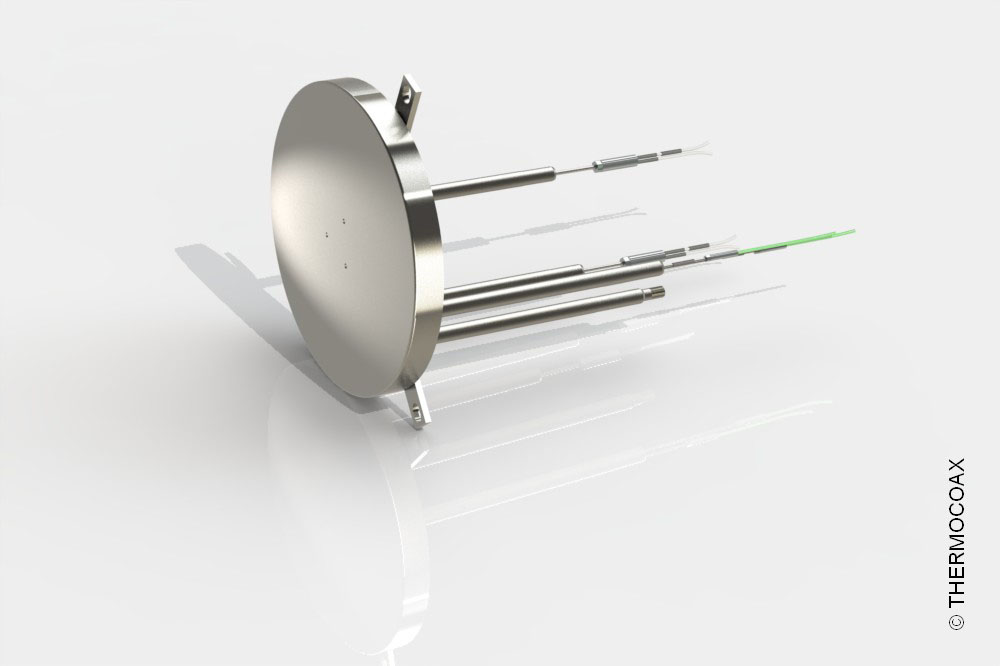
THX can offer solutions such as:
CABLING: In-vessel cabling, penetration feedthrough
SENSORS: Temperature and magnetic field measurement
HEATING: Backing of small items or massive pieces of steel forming the vacuum vessel
Our integrated nuclear department (engineering, qualification, quality assurance, production) coordinated by our project department develops bespoke solutions, in which norms and regulations play a critical role.
 THERMOCOAX success is based on the motivation and passion of his all employees plus of course, on the unic home made mineral insulated cable.
THERMOCOAX success is based on the motivation and passion of his all employees plus of course, on the unic home made mineral insulated cable.