Introduction
The quality of the extruded or molded aluminum parts depends mainly on the quality of the alloy components and the temperature homogeneity of the liquid aluminum.
Foundries are looking for efficient solutions that maintain heat and temperature in terms of energy consumption and performance.
This project for developing a high efficiency immersion heater started a few years ago at Thermocoax with a very specific R & D project for the aluminum foundry.
The challenge was to offer a high efficiency immersion heater for the aluminum industry, using the Thermocoax mineral-insulated cables and our expertise for applications in harsh environments.
The immersion heater is used in the aluminum industry to keep the aluminum in its liquid state upstream of the extrusion or molding processes.
Liquid aluminum is extremely corrosive. Immersed steel tubes or Inconel tubes are destroyed in a few hours.
The challenge of Thermocoax was to offer a sheath resistant to the corrosion caused by molten aluminum and to optimize the heating efficiency of the immersion heater.
The Thermocoax solution for the immersion heater sheath
Thermocoax’s R & D team has worked closely with a major manufacturer of high quality aluminum in order to verify the results of its internal studies under real conditions.
There is no metal capable of resisting immersion in an aluminum bath. Similarly, thermally deposited ceramic coatings (plasma, HVOF, etc.) on steels have a very limited lifetime (see figure below).
The usual ceramics containing silica cannot be immersed for long periods without suffering significant deterioration either.
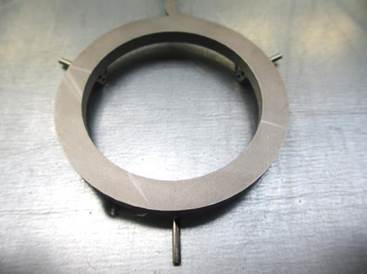
Only one ceramic is capable of meeting the challenge : Sialon which has the crude formula Si3Al3O3N5. Sialon is a solid solution of alumina (Al2O3) in silicon nitride (Si3N).
Sialon is an expensive but essential material for applications related to liquid aluminum.
It is an extremely rigid material that does not allow for matrixing which could increase heat transfer.
Tests of ceramic coatings on steel tubes
 24h later
24h later 
Thermocoax solution to optimize thermal efficiency of the immersion heater
During the molding process, liquid aluminum is at a temperature of 750 ° C.
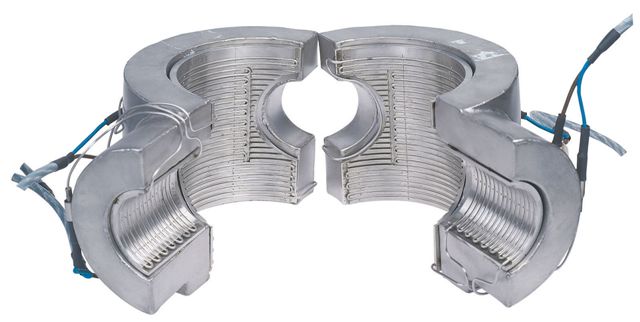
In order to heat the aluminum bath homogeneously without compromising the reliability of the immersion heater, Thermocoax engineers have developed a design that places the heating element closer to the wall of the ceramic tube. This mechanically stable concept, even at high temperatures, limits the thermal resistance between the heating element and the ceramic.
Thanks to this new design, we guarantee high efficiency over the long term, without degrading the level of heat exchange over time.
Tests and calculations
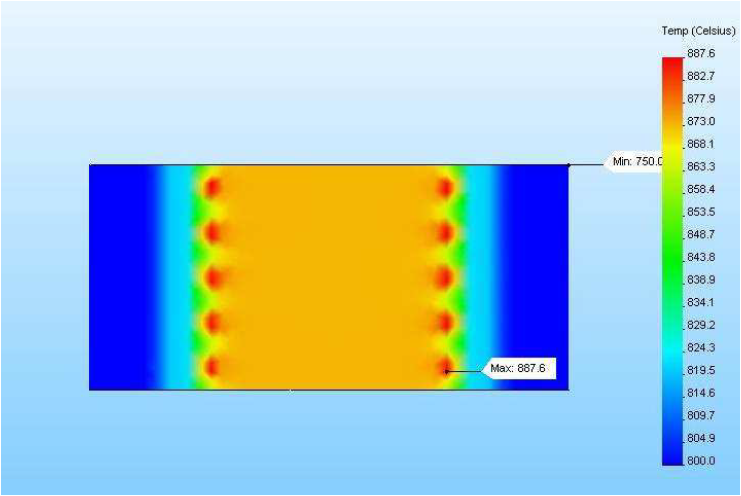
Thermal gradient observed » 140 ° C
Optimizing the immersion heater reliability
The heating elements used are Thermocoax mineral-insulated cables with a cold part allowing a low temperature connection with the connectors.
The double insulation offered by the ceramic tube and the electrically-insulated heating element make this immersion heater a completely safe solution for operators.
The insulation resistance of this immersion heater provides a very low level of leakage current.
A thermocouple positioned strategically inside the immersion heater allows a precise and permanent control of the temperature of the heating element and continuous monitoring of the immersion heater.
Thermocoax uses a ceramic metal connector with a very high dielectric strength. This connector has been specifically designed to meet the requirements of immersion heaters in an industrial environment.

Tests conducted at the end of the manufacturing process :
– Insulation resistance > 1012 Ohms at 1000 VDC
– Dielectric resistance at 800 VAC for 1 min
– Leakage current < 10mA at 800 VAC
– Heating test at 850 ° C in air
Design verification
An initial verification of the design was made on site at an aluminum manufacturer. Pre-heating tests were conducted in an 800 kg oven for 3 weeks. The results were very conclusive with a leakage current which remained very low.
A second long-term test in production was carried out continuously over 2 ½ years in a 5 tonne furnace
The design has been verified by professionals in the aluminum industry.
Technical specifications
- Heating zone : 300 mm
• Temperature control
• Adjustable power
• Typical power: 7 kW (up to 20 kW)
• Thermal flow: 14 W / cm²
• Cold shares
• Leakage current <10 mA at 900 ° C (double insulation)
Developed for specific high quality aluminum foundries with a very high level of technical requirements (insulation, temperature control, energy efficiency, etc.)